德州北工机械制造有限公司
联系人:李经理
手机:13305342293
13355341293
电话:0534-2661279
传真:0534-8977778
邮箱:bgjixie@126.com
网址:www.bgsrq.com
地址:山东德州湖滨北路158号
联系人:李经理
手机:13305342293
13355341293
电话:0534-2661279
传真:0534-8977778
邮箱:bgjixie@126.com
网址:www.bgsrq.com
地址:山东德州湖滨北路158号
当前位置:首页> 行业资讯行业资讯
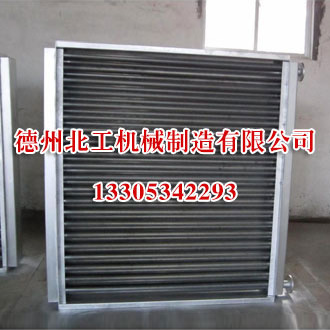
严格对待工业散热器在焊接方面的工艺操作
对于工业散热器在后期使用的质量效果来说,其焊接工艺算的上是重要环节了,只这一环节做好,才能生产出更好的工业散热器产品,所以需要我们严格地对待,小编就来为您介绍关于工业散热器焊接方面的相应工作:
其1、工业散热器的焊接所用焊条焊丝质量应该依照设计要求,并由专人烘烤、发放和回收,现场施焊配备保温焊条筒。
其2、作好组装找正时的工业散热器焊接工作,固定卡具和定位焊的焊接,对焊工、焊条跟焊接工艺的要求与即将焊接相近。焊缝间距不宜超过设计焊缝间距的2/3,且不应大于8mm.每段定位焊的宽度通常在200—300mm,间距500—600mm,定位焊位置要布置在焊道以内,并由持合格证的焊工施焊,焊完后认真检查焊道下有无裂纹,如果有则去除重新施焊。
其3、焊接变形的控制机制:一般采取对焊。
其4、辅助加固措施:在立缝外侧用角钢加固,防止焊缝向内角变形,在每带的上下口用钢管、丝杠、刀把铁等进行加固,防止直径超标。
以上就是关于工业散热器的相应焊接工艺,希望以上的内容会对您有一定的帮助,更多相关的信息小编会陆续的整理发布到网站上,感谢您的观看。